 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी
 اکستروژن دقیق را تضمین می کند و سنگ بنای بادوام برای مهندسی خط لوله ایجاد می کند.")

مقدمه ای بر فرآیند اکستروژن لوله، تجهیزات، عیوب کیفیت و غیره
Ningbo Fangli Technology Co., Ltd.یک استسازنده تجهیزات مکانیکیبا بیش از 30 سال تجربه ازتجهیزات اکستروژن لوله پلاستیکی,حفاظت از محیط زیست جدید و تجهیزات جدید مواد.از زمان تأسیس Fangli بر اساس خواسته های کاربر توسعه یافته است. از طریق بهبود مستمر، تحقیق و توسعه مستقل در زمینه فناوری اصلی و هضم و جذب فناوری پیشرفته و سایر ابزارها، ما توسعه داده ایم.خط اکستروژن لوله پی وی سی,خط اکستروژن لوله PP-R, تامین آب پلی اتیلن / خط اکستروژن لوله گازکه توسط وزارت ساختمان چین برای جایگزینی محصولات وارداتی توصیه شده بود. ما عنوان "برند درجه یک در استان ژجیانگ" را به دست آورده ایم.
I. جریان فرآیند
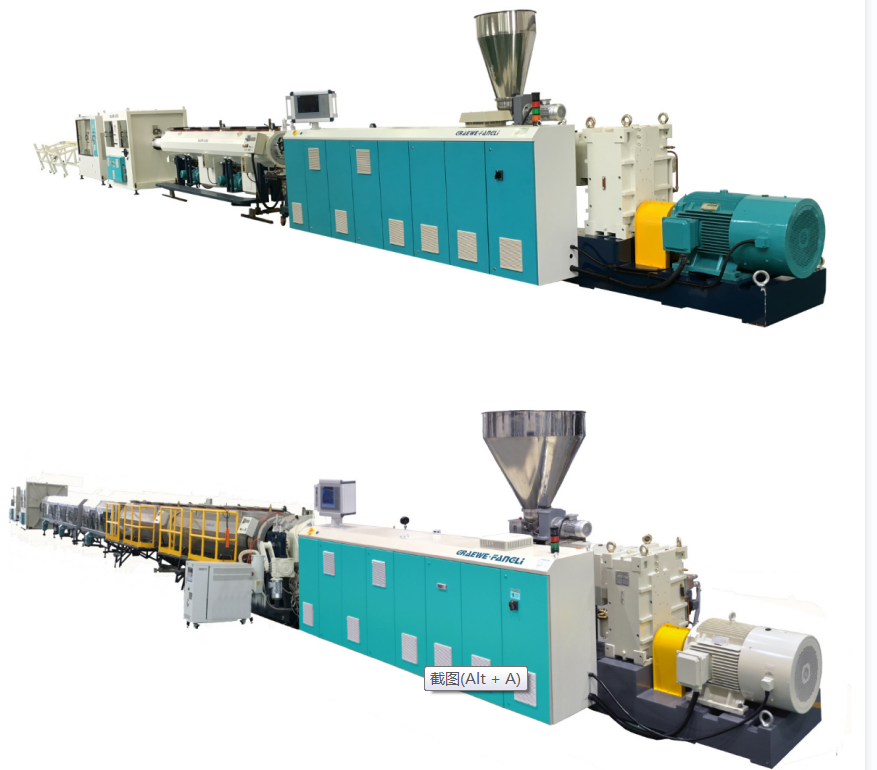
در حال حاضر لوله های PVC و PO پر حجم ترین محصولات داخلی و بین المللی هستند.شکل 1نمودار جریان فرآیند تولید برای لوله های پلی الفین (PO) را نشان می دهد. پلاستیک توسط پیچ به صورت مذاب پلاستیکی یکنواخت به قالب شکاف حلقوی (2) وارد می شود و یک لوله لوله را اکسترود می کند. این فوراً برای خنکسازی و اندازهگیری وارد واحد کالیبراسیون (3) میشود، سپس در مخزن خنککننده (4) سرد میشود. لوله با سرعت ثابت توسط قابل تنظیم بیرون کشیده می شودواحد حمل و نقل(6)و در نهایت توسط کاتر به طول های مشخص برش دهید (7). لولههای جدار نازک با قطر کمتر از 160 میلیمتر را میتوان بهوسیله سیمپیچ (9) به صورت رول درآورد.

شکل 1 نمودار شماتیک جریان فرآیند تولید لوله PO
1---اکسترودر; 2---پایپ دای; 3---آستین کالیبراسیون;
4---خنک کننده کالیبراسیون خلاء; 5---مخزن خنک کننده;
6---واحد حمل و نقل; 7---کاتر;
8---چاپگر; 9---کویل
II. فرآیند و تجهیزات
برای تولید لوله PO، الفاکسترودر تک پیچ با راندمان بالاباید انتخاب شود. منطقه تغذیه از یک بشکه شیاردار محوری استفاده می کند. نسبت طول به قطر پیچ (L/D) 30-33:1 است. ساختار پیچ یک طراحی دو مرحله ای با عمق و گام متفاوت است: گام در بخش تغذیه کمتر از قطر پیچ است، در حالی که گام در بخش های ذوب و همگن بیشتر از قطر پیچ است. برای افزایش راندمان اختلاط، برخی از پیچ ها به عناصر سر مخلوط اضافی مجهز شده اند. این نوع اکسترودر تک پیچ خروجی نسبتاً بالا و پلاستیک سازی خوبی ارائه می دهد. به عنوان مثال، یک اکسترودر تک پیچ با قطر پیچ 90 میلی متر می تواند خروجی بیش از 600 کیلوگرم در ساعت داشته باشد. علاوه بر این، تولید لولههای PO پر شده با کربنات کلسیم، سولفات باریم، آرد چوب یا الیاف شیشه معمولاً از اکسترودرهای دو مارپیچ استفاده میکند.
تولید لوله های PVC اساساً مشابه لوله های PO است. معمولا استفاده می شود مخروطی ضد چرخش یااکسترودرهای دو مارپیچ موازی، اجازه اکستروژن مستقیم پودر مخلوط خشک را می دهد. خروجی آنها از 10 کیلوگرم در ساعت برای لوله های با قطر کوچک تا 1100 کیلوگرم در ساعت برای لوله های با قطر بزرگ متغیر است. نسبت L/D پیچ از 18:1 گذشته به 25:1 افزایش یافته است. به عنوان مثال، الفاکسترودر دو مارپیچبا قطر پیچ 90 میلی متر می تواند خروجی بیش از 300 کیلوگرم در ساعت داشته باشد.
همانطور که از شکل 1 مشاهده می شود، تجهیزات پایین دست اکستروژن لوله عمدتاً از مخزن آب خنک کننده تشکیل شده است.واحد حمل و نقل, کاتر, کویل، یا میز روگرفت.
هنگامی که لوله از واحد کالیبراسیون و خنک کننده خارج می شود، به طور کامل تا دمای اتاق خنک نمی شود. اگر بیشتر سرد نشود، گرادیان دمایی موجود در جهت شعاعی دیواره لوله می تواند باعث شود که لایه بیرونی سخت شده دوباره به دلیل افزایش دما نرم شود و منجر به تغییر شکل شود. از سوی دیگر، لوله همچنین باید در برابر فشارهای ناشی از حمل و نقل، برش و تجهیزات سیم پیچ مقاومت کند. بنابراین، گرمای باقیمانده باید حذف شود و لوله تا دمای اتاق خنک شود. روش های خنک کننده شامل حمام آب و خنک کننده اسپری است. در مخزن خنک کننده حمام آب، سطح آب باید به طور کامل لوله را غرق کند. مخزن به چندین بخش تقسیم می شود. ورودی آب خنک کننده در آخرین بخش تنظیم می شود و باعث می شود جهت جریان آب برخلاف جهت اکستروژن لوله باشد و یک گرادیان دمای خنک کننده ایجاد می کند. این منجر به خنک شدن تدریجی لوله و کاهش استرس داخلی می شود. فاصله بین مخزن آب خنک کننده و واحد کالیبراسیون/خنک کننده نباید از یک دهم طول کل خنک کننده تجاوز کند. در غیر این صورت، اختلاف دما بین دیواره بیرونی لوله و آب خنک کننده ممکن است بیش از حد افزایش یابد. اگرچه روش حمام آب ساده است، اما تفاوت دما بین لایه های آب بالایی و پایینی در مخزن می تواند باعث خنک شدن و خمش ناهموار لوله شود. علاوه بر این، نیروهای شناوری وارد بر لوله می توانند به راحتی باعث تغییر شکل شوند و این روش را به ویژه برای خنک کردن لوله های با قطر زیاد نامناسب می کند.
عملکرد ازواحد انتقال لولهاین است که سرعت و نیروی معینی را به لولههایی که از قبل اندازه و خنک شدهاند ارائه میکند و بر نیروی اصطکاک ایجاد شده توسط دستگاه اندازهگیری روی لوله غلبه میکند و در نتیجه لوله را با سرعت ثابت به سمت میز سیم پیچ یا تخلیه میکشد. واحد حمل و نقل یکی از قطعات کلیدی تجهیزات پایین دستی برای تولید لوله است و باید شرایط زیر را برآورده کند.
(1)حمل کردنسرعت باید قابلیت تنظیم بدون پله و صاف را داشته باشد و از حرکت با سرعت ثابت اطمینان حاصل کند. سرعت حمل و نقل ناپایدار باعث نوسان قطر لوله می شود. سرعت حمل و نقل باید با سرعت اکستروژن هماهنگ باشد. ضخامت دیواره لوله با تنظیم سرعت حمل و نقل تنظیم می شود: سرعت حمل کندتر باعث ایجاد دیوارهای ضخیم تر می شود و سرعت سریعتر باعث نازکتر شدن دیوارها می شود. انتخاب سرعت حمل و نقل صحیح یک روش موثر برای اطمینان از انطباق ابعادی محصول است. طراحی های مدرن می توانند حداکثر سرعت حمل و نقل را تا 30 متر در دقیقه به دست آورند.
(2)ثابتحمل کردننیرو باید بدون هیچ گونه پدیده فشار کشش حفظ شود، در غیر این صورت می تواند باعث ایجاد نقص موجی سطح روی لوله شود. نیروی حمل و نقل کافی نیز مورد نیاز است. نیروی کشش مورد نیاز با سطح تماس و اندازه فشار شعاعی افزایش می یابد. برای لوله های با قطر کوچک و متوسط، نیروی کشش به طور کلی 100-600 نیوتن است. برای لوله های با قطر بزرگ، معمولاً 800-10000 نیوتن است.
(3) نیروی گیرهواحد حمل و نقلگیره باید قابل تنظیم بوده و بتواند لوله های با قطرهای مختلف را بدون ایجاد آسیب یا تغییر شکل سطحی در دست بگیرد. در حال حاضر، گیره های کاترپیلار به طور گسترده ای مورد استفاده قرار می گیرند. اینها شامل 2 تا 12 مسیر هستند که به طور مساوی در اطراف لوله قرار گرفته اند. مسیرها با تعداد معینی بلوک گیره لاستیکی/پلاستیکی تعبیه شدهاند که عمدتاً مقعر یا زاویهدار هستند تا ناحیه اعمال فشار شعاعی روی لوله را افزایش دهند. تنظیم نیروی گیره از طریق مکانیزمهای پنوماتیک، هیدرولیک یا مهرههای سربی انجام میشود. تعداد مسیرها با قطر لوله افزایش می یابد.
پس از اینکه لوله به طول معینی کشیده شد، باید به طول بریده شود. کاترها انواع مختلفی دارند که بر اساس قطر لوله و ضخامت دیواره، نوع مواد، طول برش، کیفیت برش، شکل برش و غیره انتخاب می شوند. برش های اتوماتیک سیاره ای برای لوله های با قطر بزرگ مناسب هستند. با دریافت فرمان برش، کاتر لوله را با یک گیره گرفته و در حین انجام عمل برش در جهت تخلیه لوله حرکت می کند. پس از برش، یک مکانیسم پنوماتیک آن را به حالت تنظیم مجدد برمی گرداند.
کویل و میز کمپرسی. فقط لولههایی که در حین خمش تغییر شکل نمیدهند، با استفاده از بادگیر، با برش و تخلیه خودکار به کویلها پیچیده میشوند. سرعت خطی سیم پیچ با سرعت اکستروژن هماهنگ است و می تواند به صورت پله ای تنظیم شود. هنگامی که سرعت اکستروژن کمتر از 2 متر در دقیقه باشد، معمولاً از سیم پیچ تک ایستگاهی استفاده می شود. هنگامی که سرعت اکستروژن بیش از 2 متر در دقیقه است، باید از بادگیر دو ایستگاهی یا حتی چند ایستگاهی استفاده شود.
III. عوامل کلیدی برای کنترل عیوب لوله
به دنبال ترتیب جریان فرآیند در شکل 1، عوامل کلیدی مرتبط برای حذف عیوب کیفیت در زیر فهرست شده است.
(1)بخش تغذیه:فرمولاسیون مواد اولیه؛ شکل و اندازه مواد اولیه؛ روش رنگ آمیزی؛ روش خشک کردن؛ مخلوط کردن مجدد مواد بازیافتی انواع و اندازه گیری مواد افزودنی؛ ظرفیت خنک کننده گلو قیف
(2)اکسترودر: قطر پیچ؛ نسبت L/D پیچ؛ نسبت تراکم پیچ؛ نوع ساختار پیچ؛ سرعت پیچ؛ عملکرد هواگیری؛ کنترل دمای پیچ؛ کنترل گرمایش و سرمایش بشکه؛ پروفیل های دما در امتداد مناطق اکسترودر؛ گشتاور اکسترودر؛ مصرف برق؛ آداپتور؛ انتخاب دما و کنترل برای تعویض صفحه نمایش؛ نوع و مشخصات بسته صفحه نمایش
(3)بمیر:شکاف مرگ؛ طول زمین؛ نوع ساختار قالب؛ شکل کانال جریان؛ توزیع مذاب؛ تنظیم و کنترل دما؛ فشار سر قالب؛ کنترل ضخامت دیوار
(4) کالیبراسیون و خنک کننده:روش کالیبراسیون؛ ابعاد کالیبراتور؛ سطح وکیوم جعبه خلاء یا فشار داخلی لوله کالیبراسیون فشار هوا و طول. آب بندی سیستم کالیبراسیون؛ زمان کالیبراسیون؛ سرعت جریان آب خنک کننده؛ دمای آب خنک کننده؛ روش خنک کننده
(5)مخزن آب خنک کننده:روش خنک کننده؛ طرح لوله آب؛ سرعت جریان آب خنک کننده؛ طول مخزن خنک کننده؛ دمای آب خنک کننده؛ اثربخشی خنک کننده لوله
(6)واحد حمل و نقل: سرعت و کنترل حمل و نقل؛ کالیبراسیون نیروی حمل و نقل؛ نیروی بستن و کنترل؛ تعداد آهنگ ها و طول موثر؛ سختی سطح و شکل بلوک های گیره؛ سطح تماس حمل و نقل
(7) کاتر: نوع کاتر؛ مشخصات و جنس دندان تیغه اره؛ مکانیسم تنظیم مجدد؛ جمع آوری تراشه و حذف گرد و غبار؛ کنترل نویز؛ تنظیم سیستم محدود؛ مکانیسم بستن؛ سیستم درایو و قدرت؛ سیستم عمل برش خودکار
(8)میز کویل و کمپرسی: کنترل تنش؛ سیستم فرمان طول برش؛ انتخاب ایستگاه بادگیر؛ قطر سیم پیچ؛ نشانه اقدام تخلیه; سرعت خطی سیم پیچ
(9) ضمیمه:شرایط تولید خودکار:اندازه گیری ضخامت دیوار؛ کنترل قطر خارجی؛ اندازه گیری وزن و آمار تولید؛ وضعیت عملکرد پمپ مذاب دنده؛ سیستم مرکزی دای
اگر به اطلاعات بیشتری نیاز دارید،Ningbo Fangli Technology Co., Ltd.از تماس شما برای پرس و جوی دقیق استقبال می کند، ما راهنمایی های فنی حرفه ای یا پیشنهادات خرید تجهیزات را به شما ارائه می دهیم.
ارسال استعلام


X
ما از کوکی ها استفاده می کنیم تا تجربه مرور بهتری به شما ارائه دهیم، ترافیک سایت را تجزیه و تحلیل کنیم و محتوا را شخصی سازی کنیم. با استفاده از این سایت، شما با استفاده ما از کوکی ها موافقت می کنید.
سیاست حفظ حریم خصوصی