 English
English 简体中文
简体中文  Español
Español  Português
Português  русский
русский  Français
Français  日本語
日本語  Deutsch
Deutsch  tiếng Việt
tiếng Việt  Italiano
Italiano  Nederlands
Nederlands  ภาษาไทย
ภาษาไทย  Polski
Polski  한국어
한국어  Svenska
Svenska  magyar
magyar  Malay
Malay  বাংলা ভাষার
বাংলা ভাষার  Dansk
Dansk  Suomi
Suomi  हिन्दी
हिन्दी  Pilipino
Pilipino  Türkçe
Türkçe  Gaeilge
Gaeilge  العربية
العربية  Indonesia
Indonesia  Norsk
Norsk  تمل
تمل  český
český  ελληνικά
ελληνικά  український
український  Javanese
Javanese  فارسی
فارسی  தமிழ்
தமிழ்  తెలుగు
తెలుగు  नेपाली
नेपाली  Burmese
Burmese  български
български  ລາວ
ລາວ  Latine
Latine  Қазақша
Қазақша  Euskal
Euskal  Azərbaycan
Azərbaycan  Slovenský jazyk
Slovenský jazyk  Македонски
Македонски  Lietuvos
Lietuvos  Eesti Keel
Eesti Keel  Română
Română  Slovenski
Slovenski  मराठी
मराठी


بهینه سازی کنترل دما برای دو برابر کردن راندمان فرآیند اکستروژن دو پیچ
Ningbo Fangli Technology Co., Ltd.یک استسازنده تجهیزات مکانیکیبا بیش از 30 سال تجربه ازتجهیزات اکستروژن لوله پلاستیکی, حفاظت از محیط زیست جدید و تجهیزات جدید مواد. از زمان تأسیس Fangli بر اساس خواسته های کاربر توسعه یافته است. از طریق بهبود مستمر، تحقیق و توسعه مستقل در زمینه فناوری اصلی و هضم و جذب فناوری پیشرفته و سایر ابزارها، ما توسعه داده ایم.خط اکستروژن لوله پی وی سی, خط اکستروژن لوله PP-R, تامین آب پلی اتیلن / خط اکستروژن لوله گازکه توسط وزارت ساختمان چین برای جایگزینی محصولات وارداتی توصیه شده بود. ما عنوان "برند درجه یک در استان ژجیانگ" را به دست آورده ایم.
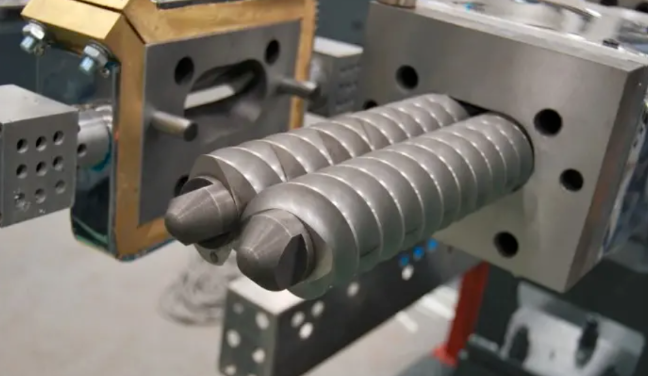
اکستروژن دو پیچ یکی از فرآیندهای کلیدی در فرآوری پلیمر است. عملکرد پایدار و کیفیت محصول نهایی به شدت به کنترل فرآیند دقیق بستگی دارد و کنترل دما در هسته آن قرار دارد.
با توجه به پیچیدگی مدلهای تجهیزات، پیکربندیهای پیچ و تنوع مواد، پارامترهای فرآیند بهینه اغلب از آزمایشهای طولانیمدت و تجربه انباشته به دست میآیند. در ادامه به معرفی مختصری از چندین عامل کلیدی مرتبط با دما در فرآیند اکستروژن دو مارپیچ می پردازیم.
01 دمای فرآیند اکستروژن
هنگام طراحی دمای فرآیند اکستروژن باید عوامل زیادی در نظر گرفته شود. توجه اولیه بالاترین نقطه ذوب در بین اجزای مواد است. به عنوان مثال، در مستربچ پلی پروپیلن، حامل پلی پروپیلن بالاترین نقطه ذوب را در 170 درجه سانتی گراد دارد، بنابراین دمای فرآیند برای هر منطقه حدود 170 درجه سانتی گراد تنظیم می شود. البته این بسته به روش گرمایش می تواند متفاوت باشد. دما بین گرمایش مقاومتی و گرمایش القایی الکترومغناطیسی متفاوت است، که دومی معمولاً کمتر است.
در مرحله دوم، دمای فرآیند به اندازه تجهیزات و سرعت تولید مربوط می شود. خروجی بالاتر به گرمای بیشتری برای نرم شدن و ذوب شدن مواد نیاز دارد که نیاز به دمای بالاتر فرآیند دارد. دما نیز بر اساس نیازهای انتقال و برش به صورت قطعه ای طراحی می شود. دمای بالاتر، ویسکوزیته و نیروی برشی مواد را کاهش می دهد، در حالی که دمای پایین تر، ویسکوزیته و نیروی برشی را افزایش می دهد. تنظیم دمای فرآیند باید سایر خواص فیزیکی مواد مانند ویسکوزیته را نیز در نظر بگیرد.
02 دمای گلو تغذیه
کلید تنظیم دمای گلوگاه تغذیه جلوگیری از چسبیدن مواد به پیچ است که مانع از تغذیه عادی می شود. برای اینکه مواد زودتر برای پراکندگی برشی ذوب شوند، دمای گلوگاه تغذیه باید تا حد امکان به نقطه ذوب حامل بدون ایجاد چسبندگی نزدیک باشد. در برخی از فرمول ها، افزودنی های با نقطه ذوب پایین در مقادیر بسیار کم وجود دارد. حتی اگر ذوب شوند، تأثیر قابل توجهی بر انتقال کلی مواد ندارند، بنابراین تأثیر آنها بر دمای فرآیند حداقل است.
با این حال، برخی از فرمولاسیون ها حاوی بسیاری از مواد با وزن مولکولی کم هستند. دمای کمی بالا، همراه با گرمای منتقل شده از مناطق گرمایش پایین دست از طریق پیچ، می تواند باعث ذوب شدن این مواد در گلوگاه تغذیه شود که منجر به چسبندگی مواد و شکست تغذیه می شود. بنابراین، در طول گرمایش قبل از راه اندازی، منطقه تغذیه باید در دمای پایین نگه داشته شود. برای حفظ این دمای پایین ممکن است نیاز به فعال کردن خنک کننده باشد. در غیر این صورت، ممکن است پس از راه اندازی، لغزش پیچ و مشکلات تغذیه رخ دهد. برای جلوگیری از ناهنجاریهای راهاندازی، اغلب بهتر است ابتدا دماها را به طور معمول تنظیم کنید و سپس دمای منطقه تغذیه را پس از راهاندازی کاهش دهید.
03 دمای درگاه هواکش
دمای دریچه دریچه معمولاً باید به طور مناسب کاهش یابد. از نظر تئوری، برای جلوگیری از خروج آسان مذاب و ایجاد خونریزی دریچه، دمای هر دو ناحیه قبل و بعد از دریچه باید تنظیم شود. این تنظیم تضمین میکند که مواد به راحتی به جلو جریان مییابند، اما در جریان به سمت بالا و خارج از دریچه دریچه مشکل دارند. با این حال، تحت شرایط جریان پایدار، سریع، پراکندگی خوب و فشار مذاب کم، ممکن است تنظیمات خاصی برای دمای دریچه خروجی لازم نباشد. در نتیجه، بسیاری از اپراتورها توجه زیادی به این پارامتر ندارند.
04 دمای بخش اختلاط
بخش اختلاط یک منطقه حیاتی در تولید مستربچ دو پیچ است. کنترل دمای آن مربوط به نیروی برشی مورد نیاز است. عملکرد کلیدی آن پراکندگی برشی رنگدانه ها است و نیروی برشی نزدیک به دما است: دمای بیش از حد بالا ویسکوزیته مذاب و نیروی برشی را کاهش می دهد. دمای مناسب پایین تر، ویسکوزیته را افزایش می دهد و در نتیجه پراکندگی برشی بهتری ایجاد می کند. مقدار نیروی برشی اغلب مستقیماً بر جریان اصلی موتور تأثیر می گذارد. بنابراین اپراتورهای با تجربه دمای فرآیند را در این ناحیه بر اساس تغییرات جریان موتور اصلی تنظیم می کنند.
05 دیه هددما
طراحی دمای هد قالب: از آنجایی که مذاب وارد هد قالب می شود و در شرف اکسترود شدن برای گندله سازی است (چه با گندله سازی رشته ای، حلقه آب یا گلوله سازی زیر آب)، معمولاً دما باید به طور مناسب کاهش یابد. آزمایش می تواند دمای اکسترود را تعیین کند و تفاوت آن با دمای مذاب داخل بشکه را مشخص کند. علاوه بر این، اگر به یک تعویض کننده صفحه در حال پرواز مجهز باشد، مدت زمان و موفقیت فرآیند تغییر صفحه نمایش اغلب به ویسکوزیته و سرعت جریان مذاب مربوط می شود که می توان با تنظیم دمای سر قالب مدیریت کرد.

سایر عوامل تأثیرگذار فراتر از دما
06 کنترل سرعت فیدر
کنترل سرعت فیدر به طور مستقیم بر خروجی تأثیر می گذارد. در طول تولید پایدار، نرخ اکستروژن برابر با نرخ تغذیه است. تغییر سرعت فیدر خروجی را تغییر می دهد و به طور همزمان بر فرآیند تأثیر می گذارد. افزایش سرعت فیدر مواد بیشتری را به پیچ اضافه می کند و به طور موثر دمای فرآیند را کاهش می دهد. برعکس، کاهش سرعت فیدر به طور موثر دمای فرآیند را افزایش می دهد. تغییرات در سرعت فیدر نیز بر کیفیت پراکندگی محصول تأثیر می گذارد. بنابراین، تنظیمات سرعت فیدر باید به طور کل نگر در نظر گرفته شود، تا هم فرآیند تولید مستربچ پایدار و هم تضمین کیفیت محصول نهایی باشد.
07 سرعت پیچ اصلی
سرعت پیچ اصلی سرعت چرخش پیچ ها است. با سرعت تغذیه ثابت، تغییر در سرعت پیچ اصلی تنها بهطور لحظهای بر نرخ اکستروژن تأثیر میگذارد قبل از اینکه به تدریج به حالت عادی بازگردد. نقش کلیدی سرعت پیچ در پراکندگی برشی نهفته است که عامل مهم دیگری برای کنترل کیفیت محصول است. این نیاز به هماهنگی بین دما و نرخ برش دارد. برخی از محصولات به برش زیاد نیاز دارند که به سرعت پیچ بیشتر نیاز دارد. برخی دیگر به برش کم نیاز دارند که به سرعت کمتری نیاز دارند - البته، دستیابی به برش کم ممکن است شامل تنظیمات دمای فرآیند نیز باشد. هر ماشین دارای حداکثر سرعت است که باید با حاشیه ایمنی مناسب رعایت شود.
08 فشار ذوب
فشار مذاب به طور کلی زیر 1 مگاپاسکال نگه داشته می شود. این به اندازه مش بسته صفحه نمایش، اثربخشی پراکندگی رنگدانه، دمای مذاب و ویسکوزیته مربوط می شود. مش صفحه نمایش کوچکتر، پراکندگی رنگدانه ضعیف تر و ویسکوزیته مذاب کمتر منجر به فشار بالاتر می شود. برعکس، فشار کمتر است. فشار مذاب بازتابی جامع از عوامل متعدد است. از قضاوت های ساده یا خودسرانه تنها بر اساس آن اجتناب کنید. با این حال، می تواند به عنوان یک مرجع مفید برای تنظیم فرآیند و نظارت بر وضعیت پراکندگی محصول باشد.
09 پیکربندی و جایگزینی بسته صفحه نمایش
بسته های صفحه نمایش عملکردهایی مانند فیلتراسیون و افزایش برش را با ایجاد جریان برگشتی مذاب انجام می دهند. آنها باید با توجه به الزامات خاص محصول و کیفیت، پیکربندی و جایگزین شوند.
10 تمرکز محیطی برایاکسترودرهای دو پیچ
نگرانی های زیست محیطی کلیدی برای اکسترودرهای دو مارپیچ عبارتند از: اول، گرد و غبار در گلوگاه تغذیه. دوم، گازهای خروجی از دریچه های دریچه و سر قالب. و سوم، تصفیه آب خنک کننده. باید تلاش کرد تا به طور جامع جمع آوری، فیلتر و جمع آوری آنها برای دفع مناسب انجام شود.

به طور خلاصه، دما متغیر اصلی است که در کل فرآیند اکستروژن دو مارپیچ اجرا می شود. این به شدت با پارامترهایی مانند نرخ تغذیه، سرعت پیچ و فشار همراه است و به طور کلی ذوب، انتقال، پراکندگی، تهویه و شکلدهی نهایی مواد را تعیین میکند. یک فرآیند اکستروژن پایدار و با کیفیت به کنترل دقیق و جامع سیستم دما متکی است.
در صورت نیاز به اطلاعات بیشتر،Ningbo Fangli Technology Co., Ltd.از درخواست شما استقبال می کند. ما راهنمایی های فنی حرفه ای یا پیشنهادات خرید تجهیزات را ارائه خواهیم داد.
ارسال استعلام


X
ما از کوکی ها استفاده می کنیم تا تجربه مرور بهتری به شما ارائه دهیم، ترافیک سایت را تجزیه و تحلیل کنیم و محتوا را شخصی سازی کنیم. با استفاده از این سایت، شما با استفاده ما از کوکی ها موافقت می کنید.
سیاست حفظ حریم خصوصی